
يُمثل فولاذ الأدوات إحدى أكثر فئات سبائك الصلب تخصصًا، وهو مصمم خصيصًا لتصنيع أدوات القطع، والقوالب، والمكونات الدقيقة التي تتطلب أداءً استثنائيًّا في ظل الظروف القاسية. وعلى عكس فولاذ الكربون التقليدي، صلب الأدوات يحتوي على عناصر سبائكية متوازنة بعناية، مما يمنحه صلادةً فائقة ومقاومةً ممتازةً للتآكل والاستقرار الحراري. وتُعتبر هذه الخصائص الفريدة من نوعها ما يجعل الفولاذ الخاص بالأدوات لا غنى عنه في قطاعاتٍ متنوعة تشمل التصنيع automotive وحتى إنتاج المعدات الجوية والفضائية، حيث تكتسي الدقة والمتانة أهميةً بالغة. ولقد أحدث تطوير درجات الفولاذ الحديثة الخاصة بالأدوات ثورةً في القدرات التصنيعية، ممّا مكّن من إنتاج مكوناتٍ معقَّدةٍ لا يمكن تصنيعها باستخدام مواد الفولاذ العادية. ولفهم ما يميِّز فولاذ الأدوات عن غيره، لا بد من دراسة تركيبه الكيميائي، وخصائص معالجته الحرارية، والتطبيقات المتخصصة التي تميِّزه عن باقي أنواع الفولاذ.
التميُّز التكويني لفولاذ الأدوات
عناصر السبائك التي تُحدِّد الأداء
تنبع الخصائص الفريدة لفولاذ الأدوات من تركيبه السبائكي المتطور، الذي يشمل عادةً الكروم والванاديوم والتUNGستن والموليبدنوم والكوبالت بنسب دقيقة. ويتراوح محتوى الكروم في فولاذ الأدوات بين ١٪ و١٨٪، مما يوفّر قابلية تحسُّن أفضل للصلادة ومقاومة أعلى للتآكل، مع الحفاظ على قدرة الفولاذ على بلوغ مستويات عالية جدًّا من الصلادة. أما إضافات الفاناديوم، التي تتراوح عادةً بين ٠٫٥٪ و٥٪، فتسهم في تنعيم الحبيبات وتكوين الكربيدات، ما يؤدي إلى مقاومة استثنائية للتآكل وقدرة ممتازة على احتجاز الحافة. وتتفاعل هذه العناصر السبائكية تفاعلًا تآزريًّا لتكوين بنية مجهرية قادرة على تحمل الظروف الصعبة التي تواجهها عمليات التشغيل الدقيقة والتشكيل.
تُعتبر التنجستن والموليبدينوم المساهمين الرئيسيين في خصائص أداء فولاذ الأدوات عند درجات الحرارة العالية. ويحافظ فولاذ الأدوات الحاوي على التنجستن على صلادته حتى عند درجات الحرارة المرتفعة، ما يجعله مثاليًّا لتطبيقات القطع عالي السرعة، حيث يلين الفولاذ التقليدي ويفشل. أما الموليبدينوم فيحسّن القابلية للتجانس الحراري مع توفير مقاومة للكسر الناتج عن التليين، مما يضمن أن صلب الأدوات يحتفظ بخصائصه الميكانيكية طوال فترات الخدمة الطويلة. ويحدّد التوازن الدقيق لهذين العنصرين الخصائص المحددة لكل درجة من درجات فولاذ الأدوات والتطبيقات المقصودة لأنواع مختلفة منه.
محتوى الكربون وتطور البنية المجهرية
يبلغ محتوى الكربون في الفولاذ الأداتي عادةً ما بين ٠,٦٪ و٢,٣٪، وهي نسبة أعلى بكثير من معظم أنواع الفولاذ الإنشائي، مما يمكّن من تكوّن أطوار كربيدية صلبة توفر مقاومة استثنائية للتآكل. وتؤدي التفاعلات بين الكربون والعناصر السبائكية أثناء المعالجة الحرارية إلى تشكُّل هياكل كربيدية معقدة تُحدِّد الخصائص الأداءَ لأنواع مختلفة من فولاذ الأدوات. وتشكّل فولاذات الأدوات عالية الكربون كربيدات دقيقة وموزَّعة بشكل متجانس، ما يحسّن الأداء القطعي والاستقرار البُعدي تحت الأحمال. ويسمح هذا التركيب الغني بالكربون لفولاذ الأدوات بتحقيق درجات صلادة تفوق ٦٠ HRC مع الحفاظ على قدر كافٍ من المقاومة للتأثير في التطبيقات الصعبة.
يؤدي تطور البنية المجهرية أثناء المعالجة الحرارية إلى تحويل البنية الأولية المُنقّاة حراريًا إلى مصفوفة مارتنسيتية دقيقة جدًّا تحتوي على جسيمات كربيدية مدمَّجة. ويتم التحكم بدقة في هذه العملية التحولية لتحقيق أقصى توازن ممكن بين الصلادة والمرونة، مما يضمن قدرة مكونات فولاذ الأدوات على تحمل كلٍّ من الأحمال الانضغاطية والأحمال الصدمية. وتتميَّز البنية المجهرية الناتجة باستقرار أبعادي استثنائي، وتشوُّه ضئيل جدًّا أثناء المعالجة الحرارية، وقدرات متفوِّقة على إنجاز التشطيب السطحي، وهي خصائص بالغة الأهمية في تطبيقات أدوات الدقة.
خصائص المعالجة الحرارية والمعالجة
عمليات التصلب والتبريد
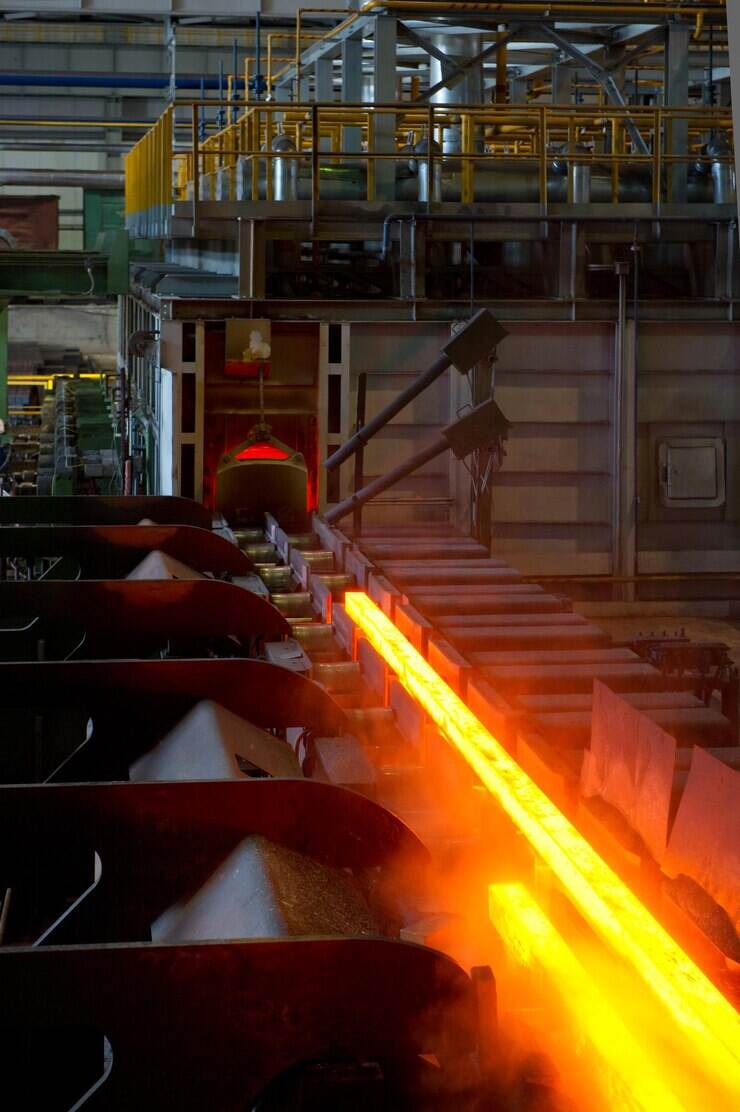
تُظهر فولاذ الأدوات استجابات فريدة لمعالجة الحرارة تُميِّزها عن درجات الفولاذ التقليدية، مما يتطلَّب التحكُّم الدقيق في درجة الحرارة ومعدلات التبريد المحددة لتحقيق الخصائص المثلى. وتتضمن عملية تصلب فولاذ الأدوات تسخينه إلى درجات حرارة تتراوح عادةً بين ١٨٠٠°ف و٢٢٠٠°ف، وذلك حسب الدرجة المحددة ومستوى الصلادة المرغوب. وخلال هذه المرحلة الحرجة، يتحول البنية المجهرية للفولاذ من حالته المُلَيَّنة (المُخفَّفة) إلى حالة مارتنسيتية بالكامل، محقِّقةً أقصى درجة من الصلادة ومقاومة البلى. ويجب اختيار معدل التبريد ووسيلة التبريد (الإطفاء) بعنايةٍ تامةٍ لمنع التشقُّق مع ضمان إتمام التحول بشكلٍ كاملٍ عبر المقطع العرضي.
يتم إجراء عملية التبريد المُنقّى (التقسية) بعد عملية التصلب لتقليل الهشاشة مع الحفاظ على درجة التصلب العالية التي تُعد ضرورية لتطبيقات الأدوات. وعادةً ما تتراوح درجات حرارة تقسية فولاذ الأدوات بين ٣٠٠°ف و١٢٠٠°ف، حيث تحدد درجة الحرارة المحددة التوازن النهائي بين التصلب والمتانة. وغالبًا ما تُستخدم دورات تقسية متعددة لتحقيق أقصى قدر من تخفيف الإجهادات والاستقرار البُعدي. وتتيح هذه القدرة المتقدمة على المعالجة الحرارية تخصيص فولاذ الأدوات لتطبيقات محددة، بدءًا من الأدوات الدقيقة الدقيقة التي تتطلب أقصى درجة من التصلب، وانتهاءً بقوالب التشكيل الثقيلة التي تحتاج إلى متانة ومقاومة تصادمية محسَّنتين.
الاستقرار البُعدي والتحكم في التشوه
واحدة من أبرز خصائص فولاذ الأدوات عالي الجودة هي استقراره البُعدي الاستثنائي أثناء المعالجة الحرارية، مما يقلل إلى أدنى حدٍّ التشوه الذي قد يجعل المكونات الدقيقة غير قابلة للاستخدام. وينتج هذا الاستقرار عن تركيب الفولاذ المتجانس وتوزيع الكربيدات فيه بشكل محكوم، ما يقلل الإجهادات الداخلية الناتجة عن دورات التسخين والتبريد. كما أن درجات فولاذ الأدوات المتطورة تحافظ على التسامح ضمن نطاق ٠٫٠٠٠٢ بوصة لكل بوصة أثناء المعالجة الحرارية، مما يمكّن من إنتاج هندسات معقدة دون الحاجة إلى عمليات معالجة لاحقة موسعة. وبفضل سلوكه القابل للتنبؤ به أثناء المعالجة الحرارية، يُعد فولاذ الأدوات الخيار الأمثل لتصنيع المكونات الحاسمة التي تتطلب دقةً بُعديةً بالغة الأهمية.
إن معالجة الفولاذ للأدوات بالحرارة في بيئة خالية من الهواء والمعالجة في أجواء محكومة تُحسّن بشكلٍ أكبر من استقرار أبعاد مكونات الفولاذ للأدوات، وذلك من خلال منع فقدان الكربون والأكسدة. وتضمن هذه التقنيات المتقدمة للمعالجة أن تظل الخصائص السطحية متسقةً مع الخصائص الأساسية، ما يلغي الحاجة إلى هامش تشغيل واسع. وبفضل الجمع بين التكوين الممتاز والبيئات المحكومة للمعالجة، يمكن لفولاذ الأدوات تحقيق تشطيبات سطحية ودقة أبعادية لا يمكن تحقيقها باستخدام مواد الفولاذ التقليدية.
المزايا الأداء في التطبيقات الصناعية
مقاومة التآكل وعمر الخدمة
تنبع مقاومة الفولاذ الأداتي الاستثنائية للتآكل من تركيبته الفريدة التي تجمع بين صلابة عالية وتكوين كاربايد متخصص، مما يتيح طول فترة الخدمة في البيئات المسببة للتآكل. ويحقِّق مكوِّن الفولاذ الأداتي عادةً معدلات تآكل أقل بعشرة إلى خمسين مرةً مقارنةً بالمواد الفولاذية التقليدية، ما يُرْتَجَعُ إليه وفوراتٌ كبيرةٌ في التكاليف عبر خفض تكرار الاستبدال وتحسين كفاءة الإنتاج. وتؤدي جزيئات الكاربايد الموزَّعة في جميع أنحاء مصفوفة الفولاذ الأداتي دور عناصر قصٍّ دقيقةً تقاوم التآكل الجائر مع الحفاظ على حِدَّة الحواف القاطعة طوال فترات التشغيل الطويلة.
تتضمن درجات الفولاذ المتقدمة للأدوات إضافات متخصصة من العناصر المكونة للكاربايد، التي تُشكِّل أطوارًا ثانوية شديدة الصلادة، مما يعزز مقاومة التآكل بشكل أكبر في التطبيقات الصعبة. وهذه الكربيدات، التي تستند أساسًا إلى مركبات الفاناديوم والتنغستن والكروم، تتميَّز بمستويات صلادة تفوق ٢٠٠٠ هـ.فـ. (HV)، ما يوفِّر حماية فائقة ضد آليات التآكل التجريحي. ويضمن التوزيع المتجانس لهذه الأطوار المقاومة للتآكل أداءً متسقًّا عبر سطح المكوِّن بالكامل، ما يمنع الفشل المبكر الناجم عن أنماط التآكل المحلية.
الأداء عند درجات الحرارة العالية والاستقرار الحراري
يحتفظ فولاذ الأدوات بخصائصه الميكانيكية عند درجات الحرارة المرتفعة التي يعاني فيها الفولاذ التقليدي من تليّنٍ ملحوظٍ وانخفاضٍ كبيرٍ في القوة. وتظل درجات فولاذ الأدوات عالي السرعة قادرةً على القطع عند درجات حرارة تتجاوز ١٠٠٠° فهرنهايت، مما يمكّن عمليات التشغيل الآلي عالي السرعة التي ترفع الإنتاجية ارتفاعاً كبيراً. وينتج الاستقرار الحراري لفولاذ الأدوات عن عناصر سبائك متخصصة تشكّل كربيدات مستقرة حرارياً وتحافظ على سلامة البنية المجهرية في ظل ظروف التغير الدوري في درجات الحرارة.
يتم التحكم بدقة في معامل التمدد الحراري في فولاذ الأدوات من خلال التصميم المركّبي، مما يقلل إلى أدنى حد التشوهات الحرارية في التطبيقات الدقيقة. وتتيح هذه الاستقرار الحراري لمكونات فولاذ الأدوات الحفاظ على الدقة الأبعادية طوال تغيرات درجة الحرارة التي قد تتسبب في تغيّرات أبعادية كبيرة في مواد الفولاذ العادية. وتجعل المزايا المشتركة للاستقرار الحراري وقوة التحمل عند درجات الحرارة المرتفعة من فولاذ الأدوات مادةً أساسيةً في التطبيقات التي تتضمن درجات حرارة تشغيل مرتفعة أو ظروف دورة حرارية شديدة.
درجات متخصصة وتطبيقات
تطبيقات فولاذ أدوات العمل البارد
تُصمَّم درجات فولاذ الأدوات للعمل البارد خصيصًا لتطبيقات التشكيل والقطع والتوضيب عند درجة حرارة الغرفة، حيث تُعد مقاومة الصدمات ومقاومة البلى عاملين حاسمين. وتحتوي هذه الدرجات المتخصصة عادةً على نسبة كربون تتراوح بين ٠,٩٪ و٢,٣٪ مع إضافات كرومية تصل إلى ١٢٪، ما يُكوِّن بنية مجهرية مُحسَّنة لظروف العمل البارد. وتوفِّر التركيبة المتوازنة احتفاظًا ممتازًا بالحدة في تطبيقات القطع، مع الحفاظ في الوقت نفسه على قدر كافٍ من المقاومة للتأثير لتجنب التشقق أو التآكل تحت الأحمال الصدمية. ويُستخدم فولاذ أدوات العمل البارد على نطاق واسع في تصنيع المثاقب، والقوالب، وشفرات القص، وأدوات التشكيل، حيث تكتسي الدقة والمتانة أهميةً جوهرية.
تتضمن الخصائص المجهرية لفولاذ أدوات التشغيل البارد كربيدات دقيقة موزَّعة توزيعًا متجانسًا، ما يوفِّر مقاومةً استثنائيةً للتآكل مع الحفاظ على قابلية التصنيع أثناء عمليات التصنيع. وتتميَّز هذه الدرجات باستقرار أبعادي استثنائي أثناء المعالجة الحرارية، مما يمكِّن من إنتاج هندسات قوالب معقَّدة مع أقل تشوهٍ ممكن. ويسمح المزيجُ من الصلادة والمتانة في فولاذ أدوات التشغيل البارد بإنشاء أدوات دقيقة يمكنها تحمل ملايين دورات التشكيل مع الحفاظ على الدقة البعدية وجودة تشطيب السطح.
التطبيقات الحرارية وسرعات التشغيل العالية
تُصمَّم درجات فولاذ الأدوات المستخدمة في العمليات الحرارية لتطبيقات تتضمن درجات حرارة مرتفعة، ودورات حرارية، وظروف إجهادٍ عالٍ، وهي الظروف التي تحدث عادةً في عمليات التشكيل بالضغط، والبثق، وصب القوالب. وتشمل هذه التركيبات المتخصصة إضافات كبيرة من الكروم والفاناديوم والتUNGستن والموليبدينيوم لتوفير مقاومة للإرهاق الحراري والحفاظ على الصلادة عند درجات الحرارة التشغيلية التي تتجاوز 1000° فهرنهايت. وينتج النهج الفريد في سبائك فولاذ الأدوات المستخدمة في العمليات الحرارية بنيةً دقيقةً تقاوم التليُّن الحراري مع الحفاظ على الاستقرار البُعدي تحت ظروف الدورات الحرارية القصوى.
يمثّل فولاذ الأدوات عالي السرعة قمة تكنولوجيا أدوات القطع، حيث يحتوي على إضافات من الكوبالت وعناصر كاربايد متخصصة للحفاظ على أداء القطع عند سرعات تشغيل عالية جدًّا. وتتميّز هذه الدرجات المتقدمة بالاحتفاظ بصلادتها عند مستويات تفوق ٦٠ HRC حتى عند درجات الحرارة التي يفقد فيها فولاذ الأدوات التقليدي صلادته تمامًا، مما يمكّن من تحقيق سرعات قطع ترفع الإنتاجية بعوامل تتراوح بين ٥ و١٠ أضعاف. وقد أحدثت الاستقرار الحراري ومقاومة التآكل المتأصلة في فولاذ الأدوات عالي السرعة ثورةً في عمليات التصنيع عبر مختلف الصناعات، ما مكّن من إنتاج مكونات معقدة بكفاءة، وهي مكونات كانت ستكون غير مجدية اقتصاديًّا باستخدام مواد الأدوات التقليدية.
معايير الجودة والشهادات
المواصفات والمعايير الدولية
يتم إنتاج الفولاذ للأدوات وفقًا لمعايير دولية صارمة تضمن جودةً وأداءً متسقَّين عبر مختلف مصادر التصنيع. وتوفر منظومة التصنيف التي وضعتها معهد الحديد والصلب الأمريكي (AISI) أسماءً معياريةً لدرجات الفولاذ المستخدمة في صناعة الأدوات، حيث يشير كل اسم إلى نطاقات تركيبية محددة والتطبيقات المقصودة لها. أما المعايير الأوروبية، ومنها مواصفات DIN وEN، فتوفر أطر جودة إضافية تركز على تحملات الأبعاد ومتطلبات نعومة السطح والتحقق من الخصائص الميكانيكية. وتضمن هذه المعايير الشاملة أن يلبي الفولاذ المستخدم في صناعة الأدوات المتطلبات الصعبة لتطبيقات التصنيع الدقيق بغض النظر عن مصدر الإنتاج.
تشمل عمليات اعتماد جودة فولاذ الأدوات بروتوكولات اختبار شاملة تُثبت التركيب الكيميائي والخصائص الميكانيكية والخصائص المجهرية. وتضمن التقنيات التحليلية المتقدمة، ومنها التحليل الطيفي والفحص المعدني المجهرّي، أن تفي كل درجة من درجات فولاذ الأدوات بالمعايير المحددة لأدائها. ويشمل عملية الاعتماد فحص الأبعاد والتحقق من الصلادة واختبارات متخصصة لتقييم خصائص مثل مقاومة التآكل والاستقرار الحراري. وتضمن هذه الإجراءات الصارمة لمراقبة الجودة أن مكونات فولاذ الأدوات ستوافق أداءً ثابتًا في التطبيقات الصناعية الشديدة التطلب.
التميز في التصنيع والتحكم في العمليات
تتضمن إنتاج فولاذ الأدوات الحديثة عمليات تصنيع متقدمة تضمن جودة استثنائية واتساقًا عاليًا طوال دورة الإنتاج. ويؤدي انصهار الفرن القوسي الكهربائي بالاشتراك مع عمليات تنقية القدر إلى إنشاء تركيبات متجانسة تحتوي على أقل قدر ممكن من الشوائب وال inclusionات. وتُزيل إجراءات إزالة الغازات في الفراغ والتبريد المُتحكَّم فيه العيوب الداخلية التي قد تُضعف أداء الأداة أثناء الخدمة. ويشمل عملية التصنيع عدة نقاط تفتيش وخطوات للتحقق من الجودة، مما يضمن أن كل منتج من منتجات فولاذ الأدوات يستوفي المتطلبات المحددة أو يفوقها.
يمتد التحكم في العمليات خلال تصنيع فولاذ الأدوات ليشمل عمليات التشكيل المتخصصة، والمعالجة الحرارية، والعمليات النهائية، فضلاً عن عمليات الصهر والصب الأساسية. وتضمن منشآت المعالجة الحرارية الخاضعة للتحكم الحاسوبي تطبيق ملفات درجات الحرارة ومعدلات التبريد بدقةٍ عاليةٍ لتحسين تكوُّن البنية المجهرية والخصائص الميكانيكية. كما تعزِّز عمليات المعالجة السطحية المتقدمة، ومنها تطبيق الطبقات الواقية وتقنيات تصلب السطح، قدرات أداء مكونات فولاذ الأدوات بشكلٍ إضافي. ويضمن دمج أنظمة إدارة الجودة في جميع مراحل عملية التصنيع أن يوفِّر فولاذ الأدوات المنتجات أداءً ثابتًا في أكثر التطبيقات طلبًا.
الفوائد الاقتصادية والفعالية من حيث التكلفة
تحليل تكلفة دورة الحياة
ورغم أن فولاذ الأدوات عادةً ما يُباع بأسعار مرتفعة مقارنةً بالفولاذ التقليدي، فإن خصائص أدائه المتفوقة تؤدي في كثير من الأحيان إلى وفورات كبيرة في التكاليف على امتداد دورة حياة المكوِّن. ويؤدي طول عمر مكوِّنات فولاذ الأدوات التشغيلي إلى خفض تكرار استبدالها، مما يقلل من تكاليف المواد ووقت توقف خطوط الإنتاج المرتبط بتغيير الأدوات. كما أن مقاومة فولاذ الأدوات الاستثنائية للتآكل تتيح إنتاج آلاف أو حتى ملايين القطع قبل أن يصبح استبدال الأداة ضروريًّا، ما يؤدي إلى توزيع تكلفة الأداة الأولية على حجم إنتاج أكبر بكثير. وهذه الطريقة في توزيع التكلفة تجعل فولاذ الأدوات ميزة اقتصادية في عمليات التصنيع عالية الحجم، حيث تمثِّل تكاليف الأدوات جزءًا كبيرًا من إجمالي نفقات الإنتاج.
تتيح الاستقرار الأبعادي والقدرات الدقيقة لصلب الأدوات إلغاء العديد من العمليات الثانوية التي تتطلبها المواد التقليدية، مما يقلل التكاليف الإجمالية للتصنيع. وغالبًا ما تحتاج المكونات المنتجة باستخدام أدوات صلب الأدوات إلى عمليات تشطيبٍ محدودة جدًّا، ما يقلل تكاليف اليد العاملة ويعزز معدل الإنتاج. ويضمن الأداء المتسق لصلب الأدوات طوال عمره التشغيلي توقع تكاليف الإنتاج بدقة، كما يلغي التقلبات المرتبطة باستبدال الأدوات أو ضبطها بشكل متكرر.
تعزيز الإنتاجية وكفاءة التصنيع
يُمكِّن الفولاذ الأداتي عمليات التصنيع من العمل بسرعات ومقادير تغذية أعلى مما هو ممكن باستخدام مواد الأدوات التقليدية، ما يزيد الإنتاجية مباشرةً ويقلل التكلفة لكل قطعة. وتتيح الأداء المتفوق في القطع ومقاومة التآكل للفولاذ الأداتي تطبيق معايير تشغيل جريئة يمكن أن تقلل أزمنة الدورة بنسبة تتراوح بين ٣٠٪ و٥٠٪ مقارنةً بالأدوات القياسية. كما تسمح درجات الفولاذ الأداتي عالي السرعة بتحقيق سرعات قطع كانت مستحيلة سابقًا، ما يفتح آفاقًا جديدة لإنتاج مكونات معقدة بكفاءة، وهو أمر كان غير مجدي اقتصاديًّا باستخدام المواد التقليدية.
تُقلِّل موثوقية وأداء الفولاذ للأدوات المتسقَّان من توقف العمليات عن العمل بشكل غير مجدول، وتحسِّن الفعالية الشاملة للمعدات في عمليات التصنيع. ويُمكِّن طول عمر الأدوات وأداؤها القابلان للتنبؤ بهما من تخطيط الإنتاج وإدارة المخزون بشكل أفضل، مما يقلِّل التكاليف المرتبطة باستبدال الأدوات في حالات الطوارئ وتأخُّر الإنتاج. ويجعل الجمع بين الأداء المحسَّن والموثوقية المُرقَّاة من الفولاذ للأدوات مكوِّنًا أساسيًّا في استراتيجيات التصنيع الرشيق التي تركِّز على الكفاءة والجودة وتخفيض التكاليف.
الأسئلة الشائعة
ما الفرق بين فولاذ الأدوات والفولاذ الكربوني العادي؟
يختلف فولاذ الأدوات عن الفولاذ الكربوني العادي بشكل رئيسي في تركيبه السبائكي والتطبيقات المُقصودة له. فبينما يحتوي الفولاذ الكربوني العادي عادةً على ٠٫٣٪ إلى ٠٫٨٪ كربون مع إضافات سبائكية ضئيلة جدًّا، فإن فولاذ الأدوات يحتوي على ٠٫٦٪ إلى ٢٫٣٪ كربون إلى جانب كميات كبيرة من الكروم والفاناديوم والتUNGستن والموليبدينوم وعناصر سبائكية أخرى. وتتيح هذه العناصر الإضافية لفولاذ الأدوات أن يصل إلى درجات صلادة أعلى بكثير (عادةً ما تتراوح بين ٥٨ و٦٨ HRC) مقارنةً بالفولاذ الكربوني العادي (الذي تتراوح درجة صلادته عادةً بين ٢٠ و٥٠ HRC). كما يتميَّز فولاذ الأدوات بمقاومة تآكل متفوِّقة والاستقرار الأبعادي وقدرته على الحفاظ على الصلادة عند درجات الحرارة المرتفعة، مما يجعله مصمَّمًا خصيصًا للتطبيقات المتعلقة بالقطع والتشكيل والأدوات الدقيقة، حيث يفشل الفولاذ الكربوني العادي في أداء هذه المهام.
كيف يحافظ فولاذ الأدوات على صلادته عند درجات الحرارة العالية؟
تحافظ فولاذ الأدوات على صلادته عند درجات الحرارة العالية بفضل عناصر سبائك متخصصة تشكّل كربيدات مستقرة حراريًّا وتمنع التدهور في البنية المجهرية. فعناصر مثل التنجستن والموليبدينوم والفاناديوم تُكوّن أطوار كربيدية تقاوم الذوبان والتكتل حتى عند درجات حرارة تتجاوز ١٠٠٠°فهرنهايت. وهذه الكربيدات تعمل كجسيمات معزِّزة تحافظ على صلادة ومتانة الفولاذ عندما تبدأ المصفوفة المارتنسيتية في التليّن. بالإضافة إلى ذلك، فإن تركيب السبيكة المتوازن يُنتِج بنية مجهرية مقاومة لتأثيرات التبريد اللاحق (التقسية) والليونة الحرارية، ما يسمح لفولاذ الأدوات بالاحتفاظ بقدرته على القطع ومقاومته للتآكل عند درجات الحرارة التشغيلية التي يفقد فيها الفولاذ التقليدي صلادته تمامًا ويصبح غير فعّال.
ما العمليات الحرارية المطلوبة لفولاذ الأدوات؟
تتطلب فولاذ الأدوات عمليات معالجة حرارية خاضعة للرقابة الدقيقة، بما في ذلك التلدين والتبريد والتجويه لتحقيق الخصائص المثلى. وتبدأ هذه العملية بالتلدين لتليين الفولاذ لتسهيل تشغيله آليًّا، ثم تليها عملية التبريد التي تتضمَّن تسخين الفولاذ إلى درجة حرارة تتراوح بين ١٨٠٠ و٢٢٠٠°فهرنهايت، ثم تبريده بسرعة للوصول إلى أقصى درجة من الصلادة. أما عملية التجويه فتتم عند درجات حرارة تتراوح بين ٣٠٠ و١٢٠٠°فهرنهايت لتقليل الهشاشة مع الحفاظ على درجة عالية من الصلادة. وتحتاج العديد من درجات فولاذ الأدوات إلى دورات تجويه متعددة لتحقيق الاستقرار الأبعادي وإزالة الإجهادات. وغالبًا ما تُستخدم عمليات المعالجة في فراغ أو في أجواء خاضعة للتحكم لمنع إزالة الكربون من السطح وضمان اتساق الخصائص السطحية. وتعتمد نطاقات درجات الحرارة المحددة ومعدلات التبريد على درجة فولاذ الأدوات المُستخدمة ومتطلبات التطبيق المقصود.
لماذا يكون فولاذ الأدوات أكثر تكلفةً من أنواع الفولاذ الأخرى؟
تتطلب فولاذ الأدوات أسعارًا مرتفعة نظيرًا لتعقيد تركيبته السبائكية، وعمليات التصنيع المتخصصة، ومتطلبات مراقبة الجودة الصارمة. ويؤدي ارتفاع نسبة العناصر السبائكية الباهظة الثمن مثل التنجستن والفاناديوم والكوبالت والموليبدينوم إلى زيادة كبيرة في تكاليف المواد الأولية مقارنةً بالفولاذ الكربوني البسيط. ويحتاج تصنيع فولاذ الأدوات إلى تقنيات متقدمة للصهر، وسيطرة دقيقة على التركيب الكيميائي، وعمليات معالجة حرارية متخصصة تُضيف تكاليف معالجة كبيرة. علاوةً على ذلك، يشمل إنتاج فولاذ الأدوات اختبارات جودة موسَّعة وإجراءات شهادة ومواصفات تحمل تسامحًا أضيق، ما يزيد من تعقيد التصنيع وتكاليفه. ومع ذلك، فإن الأداء المتفوق لفولاذ الأدوات، وطول عمره الافتراضي، والفوائد المرتبطة بزيادة الإنتاجية غالبًا ما تؤدي إلى خفض التكلفة الإجمالية للملكية رغم الاستثمار الأولي الأعلى، مما يجعل استخدامه مبرَّرًا اقتصاديًّا في التطبيقات الشديدة الطلب.
